YCD型星型卸料器YCD型星型卸料器也称关风器,适用于将压力状态下的粉尘或颗粒状物...
YCD型星型卸料器YCD型星型卸料器也称关风器,适用于将压力状态下的粉尘或颗粒状物... 玻璃钢湿式脱硫除尘器玻璃钢湿式脱硫除尘器广泛应用于城乡燃煤锅炉的除尘脱硫。具有除...
玻璃钢湿式脱硫除尘器玻璃钢湿式脱硫除尘器广泛应用于城乡燃煤锅炉的除尘脱硫。具有除... GL型管式螺旋输送机GL型管式螺旋输送机已成为整个生产环节中的重要设备之。GL型管式...
GL型管式螺旋输送机GL型管式螺旋输送机已成为整个生产环节中的重要设备之。GL型管式...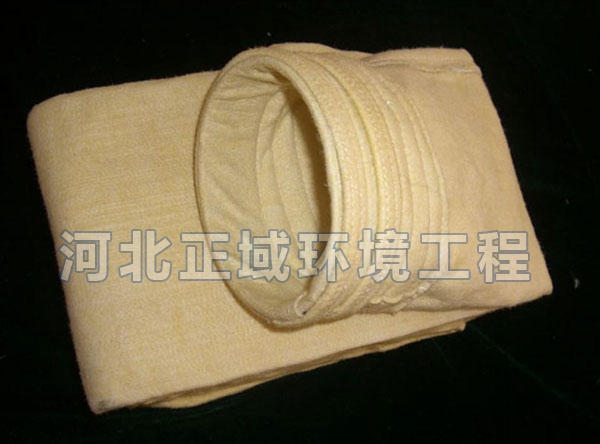 P84耐高温除尘布袋P84除尘布袋是采用种的滤料制作而成,P84是种新型滤料,具有良好的...
P84耐高温除尘布袋P84除尘布袋是采用种的滤料制作而成,P84是种新型滤料,具有良好的... U型螺旋输送机U型螺旋输送机的特点是密封传动,结构简单,是冶金、建材、化工...
U型螺旋输送机U型螺旋输送机的特点是密封传动,结构简单,是冶金、建材、化工...螺旋输送机广泛应用于各行业,如建材、化工、电力、冶金、煤矿炭、粮食等行业,适用于水平或倾斜输送粉状、粒状和小块状物料,如煤矿、灰、渣、水泥、粮食等,物料温度小于200℃。螺旋机不适于输送易变质的、粘性大的、易结块的物料。在混凝土搅拌站中,螺旋输送机的作用了体现。
输送机是利用旋转的螺旋叶片把物料推送到螺旋输送机输送,使物料不和螺旋输送机叶片一起旋转的力把物料自身重量和螺旋输送机机壳对物料的摩擦阻力。螺旋输送机中心轴上焊接的螺旋叶片,叶片的型状根据输送物料的不同有实体面型、带式面型、叶片面型等型式。螺旋输送机的螺旋轴在物料运动方向的末端有止推轴承以随物料给螺旋的轴向反力,在机长度较长时,在中间加吊挂轴承,以防轴承扭矩变形。由电子驱动装置封闭槽箱和螺旋组成借螺旋转动将槽箱内的粉末推移输出。
螺旋输送机的优点是:
结构简单、横截面尺寸小、密封性好、工作、制造成本低,便于中间装料和卸料,输送方向可逆向,也可同时向相反两个方向输送。输送过程中还可对物料进行搅拌、混合、加热和冷却等作业。通过装卸闸门可调节物料流量。但不宜输送易变质的、粘性大的、易结块的及大块的物料。输送过程中物料易破碎,螺旋及料槽易磨损。单位功率较大。使用中要保持料槽的密封性及螺旋与料槽间有适当的间隙。
无轴螺旋输送机叶片破损原因及处理办法
1、无轴螺旋输送机的叶片有时轴距过小,螺旋管径选择不当。输送粉料或者片状物料的时候,往往由于叶片轴距过小,造成挤压力过大,直接损伤叶片,随着轴的转动,再厚的叶片也会产生量的损伤。另外一个原因管径较小,同样也会造成压力过大。导致叶片损伤严重。再采取以上两种措施之后,同时可以降低叶片转速。来达到这一效果。
2、叶片过薄,由于无轴螺旋输送机缺乏中间轴,所有的受力点都在叶片上,因此叶片的厚度对该设备的实际使用有着非常重要的影响。选择一个适当厚度的螺旋叶片,直接影响着无轴螺旋输送机的使用效果。
螺旋输送机的分类:
1、从输送物料位移方向的角度划分:螺旋输送机分为水平式螺旋输送机和垂直式螺旋输送机两大类型
2、按输送链采用塑料制作的螺旋输送机又称为食品螺旋输送机,螺旋提升机。
3、根据输送物料的特性要求和结构的不同,螺旋输送机有水平螺旋输送机、垂直螺旋输送机、可弯曲螺旋输送机、螺旋管(滚筒输送机)输送机。
螺旋输送机安装时对技术条件的要求:
螺旋输送机安装的正确性是以后使用情况良好的先决条件之一,其在使用地方的安装妥善地进行,并满足技术条件的需求。
1、螺旋输送机安装基地在螺旋机正式安装以前20天用水泥浇灌完成,该地基应地支承输送机并不同地基过小而发生螺旋机下沉和额外的变化,螺旋机在运转时具有的稳定性。
2、螺旋输送机在安装以前*将那些在运输中或卸箱时粘上的尘垢的机件加以清洗。
3、邻近机壳法兰应连接平整、密合,机壳内表面对接处错位偏差不超过2mm。
4、机壳法兰间允许垫石棉调整机壳和螺旋长度的积累误差。
5、螺旋体外经与机壳间的间隙应符合表12规定,小间隙不得少于表中规定数值的60%,需要大间隙,按用户要求制作。
6、螺旋输送机各中间悬吊轴承应地固定在机壳吊耳上,与相邻螺旋联连后螺旋转动均匀,没有被卡住现象,安装时可在吊轴承底座与机壳吊耳间加调整垫片以各吊轴承同轴安装后螺旋体轴线的同轴度应符合表13规定。
7、螺旋输送机主轴与减速电器的同轴度应符合GB1184-80《形状和位置工差,未注公差的规定》附表4中10*的规定。
8、螺旋输送机的各底座在机壳装妥后,均应使之着实后再拧紧地脚螺钉。
9、所有联结螺钉均应拧紧至的程度。
10、进出料口现场安装应使进出料口的法兰支承面与螺旋机的本体轴线平行,与相连接的法兰应紧密贴合,不得有间隙。
11、螺旋输送机装妥后应检查各存油处是否人足够润滑油,不够则加足之,其后进行无负载试车;在连续进行4小时以上试运转后,检查螺旋机装配的正确性,发现不符合下列条件的应即停车,处理后再运转,直至处于良好运行状态为止。
①螺旋输送机运转应平稳,紧固件无松动现象。②运转2小时后轴承温度≤30℃,润滑密封良好。③减速器无渗油,无异常声,电器设备、联轴器。④空载运行功率≤额定功率30%。